С капитальным ремонтом двигателя в своей практике рано или поздно сталкиваются многие автолюбители. В один не очень прекрасный день владельцу надоедает то, что мотор плохо тянет, дымит, требует все больше топлива и масла, капризничает при запуске и при работе на холостых оборотах. Махнув рукой и мысленно подсчитав ресурсы, он говорит: “Пора!” Но не стоит торопиться, может быть, еще и не пора. Горячка тут ни к чему, нужен трезвый подход – ведь в 10% случаев капитальный ремонт двигателя делается без острой на то необходимости.
Известны факты, когда показания компрессометра увеличиваются после устранения заедания вала стартера! Течет масло? Вполне возможно, что достаточно промыть систему вентиляции картера. Дымит? Попробуйте сначала отрегулировать систему питания и зажигания. Стучит? Подтяните цепь и отрегулируйте зазоры в клапанах! Помогло? Вот видите, а вы хотели “капиталить”! Если же так легко отделаться не получилось, опять же не стоит отчаиваться. Есть шанс обойтись без полной разборки двигателя, а ограничиться снятием головки блока цилиндров и ее ремонтом.
Содержание статьи
Ремонт ГБЦ двигателя
Первый совет – не стоит проводить ремонт двигателя кустарными методами. Современное оборудование и технологии могут спасти головки, которые гаражные мастера спишут в утиль. Самые распространенные причины, по которым приходится ремонтировать «голову», – ее коробление в результате перегрева, прогар клапанов, «встреча» клапанов и поршней, срыв резьбы свечи. Иногда виновником является заводской брак (например, внутренние раковины).
После снятия головки проводится микрометрирование с целью выявления дефектов и определения объема необходимых работ. При этом проверяется нижняя плоскость ГБЦ, износ опор распредвала, седел, стержней клапанов и направляющих втулок. Наличие трещин, в том числе и внутренних, позволяет выявить опрессовка давлением. Визуальное обследование не дает гарантии выявления трещин. Во-первых, они могут быть столь малы, что не будут видны невооруженным взглядом. Во-вторых, они могут скрываться во внутренних полостях. И, в-третьих, трещина может быть не видна при обычной температуре, а «раскрываться» только при нагреве. Опрессовка же на специальной установке помогает найти дефект во всех описанных случаях. Перед проведением проверки привалочная плоскость ГБЦ герметизируется, а в полости устанавливаются заглушки. Одна из заглушек имеет штуцер, через который в проверяемую полость под давлением подается воздух. ГБЦ погружается в емкость с подогретой до рабочей температуры (70-80 градусов) водой. Таким образом, имеющиеся трещины «раскрываются». Наличие дефектов определяется визуально по пузырькам воздуха. Установка позволяет поворачивать головку вокруг своей оси для удобства исследования.
Специализированные станки позволяют выполнить любую операцию по ремонту ГБЦ двигателя быстро и качественно. На координатно – расточном восстанавливают постель распредвала. Для снятия и установки клапанов существует отдельный станок с наборами съемников, захватами для сухарей и т.п. При этом ГБЦ опирается на упругую плоскость, которая исключает повреждение стержня клапана. А как у кустарей? Клапан снимают ручным приспособлением, которое требует большого усилия. При этом сухари разлетаются по всему помещению, а если пережать, то можно и клапан согнуть.
Замена направляющих втулок двигателя
Для замены направляющих втулок клапанов самая продвинутая «гаражная» технология предлагает нагревать головку с помощью электроплитки, направляющую охладить в морозильнике, и перед установкой смазать моторным маслом. Собственно установка производится с помощью молотка и оправки. Но некоторые «мастера» действуют еще проще. Зачем утруждать себя нагревом и охлаждением? Если головка алюминиевая, а молоток тяжелый, то направляющая и так войдет! Правда, разбитое отверстие будет пропускать масло, а направляющая может стать криво по отношению к седлу… Но откуда такие премудрости известны большинству современных клиентов, для которых подкапотное пространство – темный лес? В профессиональном же сервисе ГБЦ равномерно подогревают (например, в термошкафу), после чего выпрессовывают старые втулки, а новые, охлажденные в жидком азоте, становятся на их место практически без усилия и перекоса. После запрессовки внутреннюю поверхность втулок разворачивают до нужного размера. Для этого используются развертки. Однако более высокое качество обеспечивает опять же специальный станок.
Если в головке просажены седла или изношены опоры распредвала, «кустари» приговаривают ее к замене. Зачем возиться, клиент ведь платит! Специализированный же сервис имеет оборудование, которое позволяет восстанавливать седла и растачивать их посадочные отверстия, ремонтировать отверстия под гидротолкатели, высверливать шпильки.
Ремонт седла клапана
Как ремонтируют седла «по старинке»? Вначале их обрабатывают вручную разными фрезами (шарошками), а затем опять же вручную притирают клапана. Самый простой способ – берется притирочная паста, на стержень клапана надевается резиновый шланг и руками, руками, подобно тому, как древние люди добывали огонь. Правда, существует и специальное приспособление, но, опять же ручное. Работа очень трудоемкая, а, главное, не гарантирующая качественного результата, ведь все делается «на глазок». Плотность прилегания клапанов к седлам проверяют, заливая во впускной и выпускной коллекторы керосин. Если появились протечки – начинай все заново: рассухаривай клапана, притирай…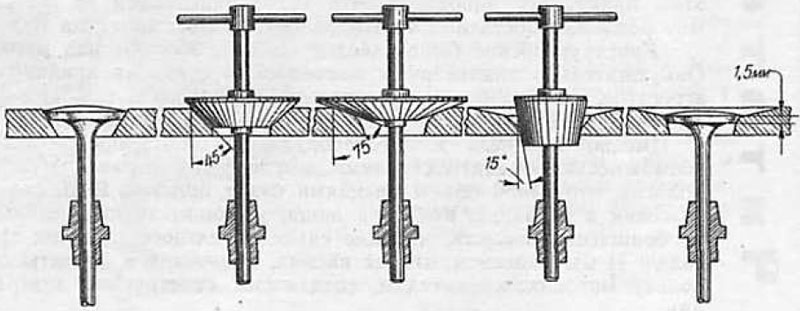
А как у специалистов? Режущая головка станка одновременно обрабатывает все три фаски седла с высокой точностью, после чего не требуется притирка клапанов. Герметичность проверяют на вакуумной установке, при этом не нужно устанавливать пружины и сухари. В ней клапан «присасывается» к седлу разряжением. Если обработка сделана качественно, клапан удерживается в седле атмосферным давлением. А после этого уже можно производить окончательную сборку.
Устранение трещин алюминиевых ГБЦ
Чаще всего страдают головки дизельных двигателей, так как они испытывают намного большие нагрузки при работе по сравнению с бензиновыми моторами. Причем чугунные головки в силу меньшей пластичности повреждаются гораздо чаще алюминиевых. Трещины возникают, как правило, в местах наибольшего перепада температур, как-то: между седлами клапанов, возле форкамеры. В бензиновых моторах головка страдает, в основном, из-за перегрева. С течением времени появившиеся трещины увеличиваются в размерах, снижая прочность ГБЦ. В результате ослабляется посадка запрессованных в нее деталей – седел и направляющих клапанов. Еще худшие последствия наступают, когда трещина нарушает герметичность проходящих в ней каналов смазки или охлаждения. Падает компрессия, двигатель работает неустойчиво. Охлаждающая жидкость, попадая в цилиндр, смывает смазку с его стенок, а стекая в картер, смешивается с маслом, ухудшая его свойства. Износ двигателя при этом существенно возрастает.
Производители автомобилей не предусматривают ремонта в таких случаях. Наши же СТО предлагают услуги по заварке трещин по собственным методикам с помощью аргонно-дуговой сварки. Перед сваркой головку равномерно нагревают. Затем сварщик устраняет дефект стенки и наплавляет материал «с запасом». Далее механической обработкой восстанавливается геометрия головки. Существует мнение, в том числе и в среде специалистов, что заварка трещин ГБЦ применима лишь в случае подготовки автомобиля на продажу. Если же делать «для себя» – лучше заменить головку. В любом случае поинтересуйтесь длительностью гарантии и оборудованием, которым располагает мастерская.
Особенности капремонта двигателя
Вернемся немного назад во времени в нашей истории, когда окончательный диагноз мотору еще не поставлен, а только снята ГБЦ. Пользуясь случаем, замерьте степень износа цилиндров. И вот если здесь превышены все допуски, тогда начинайте готовиться к капремонту двигателя.
Тут перед автолюбителем возникает дилемма – установить новый двигатель или “реанимировать” старый. Казалось бы, предпочтительнее первый вариант – купил заводской агрегат, снял – установил, и никакой мороки. Но не все так просто. Дело в том, что с заводского конвейера в розничную сеть поставляются двигатели, “отторгнутые от основного производства”. Нет, это не брак, просто показатели некоторых моторов находятся на нижних пределах норм, другие прошли ОТК со второго захода. Вот такие изделия и попадают в магазины. Если же брать двигатель на рынке, то можно наткнуться на “самопал” – мотор, внешне похожий на новый, но собранный где-нибудь в гараже. Капитальный ремонт двигателя потребует больше времени и затрат, но зато из рук хорошего мастера вы получите двигатель гораздо лучше серийного. Восстановленного мотора автомобилю хватит на всю оставшуюся жизнь.
Этапы капремонта двигателя
Основная деталь двигателя – блок цилиндров, и это тот редкий случай, когда его старость является его достоинством. Как в песне – “Мои года – мое богатство”. А на техническом языке это звучит так: деталь прошла курс естественного старения. Это значит, что в блоке все притерлось, исчезли внутренние напряжения, и он, в результате длительных механических и температурных нагрузок, приобрел стабильные геометрические параметры. Поэтому при капремонте двигателя нужно только отшлифовать базовую поверхность и, при необходимости, постели.
Далее переходят к подгонке пары “цилиндр – поршень”. При расточке цилиндров квалифицированный мастер предварительно установит на блок фальшголовку, чтобы при последующей сборке и затяжке болтов допуски не “ушли”. Если же цилиндры вконец изношены, проблему решают гильзованием блока. Затем цилиндры хонингуют – наносят на их поверхность сетку, которая удерживает масло на стенках. Выбор поршней трудности не составит – предложение значительно превышает спрос. Купленные вами детали добросовестный специалист проверит на геометрию и химический состав, а затем отправит на искуственное старение. В результате этой длительной и дорогой операции будут получены геометрически стабильные изделия. При конвейерной сборке такая операция не проводится.
Следующая важная деталь – коленвал. Вначале шлифуются его шейки на специальном станке, оборудованном планшайбами . Распространено ошибочное мнение, что это можно делать только один раз из-за малой толщины закаленного слоя металла. На самом деле вал закаливается на глубину 1,5 мм, так что 1мм можно смело снимать. В крайнем случае твердость металла можно увеличить азотированием или импульсной закалкой. Однако на практике идут на это очень редко из-за сложности и дороговизны процессов. Готовый коленвал проверяют на призмах с помощью часового индикатора и, при необходимости, рихтуют. После этого вал балансируют. Признаком высокой квалификации мастера является проведение этой операции в три этапа: отдельно вал, вал в сборе с маховиком, и со сцеплением.
Головка блока цилиндров. Стандартный набор операций состоит из правки поверхностей, шлифовки, замены направляющих и седел клапанов, опрессовки. Зачастую все вышеперечисленное приходится проделывать и с новой ГБЦ. Б/у головка может дополнительно потребовать сварки – некоторые охлаждающие жидкости весьма агрессивно воздействуют на алюминий. Рабочие кромки клапанов восстанавливают на специальном станке, после чего они ни в чем не уступают новым.
Все вышеперечисленные работы занимают в среднем три дня. Главное – выбрать надежную мастерскую. Лучше всего воспользоваться рекомендациями знакомых или крупных центров, занимающихся механической обработкой (например, шлифовкой валов). Если же идете в незнакомую мастерскую, то небольшие наблюдения помогут вам сделать правильные выводы. Посмотрите, как отмываются двигатели после снятия. Если кисточкой в старом корыте – уровень квалификации такого сервиса небольшой. По настоящему отмыть мотор можно в специальной бане содовым раствором под небольшим давлением. Обратите внимание, как отмываются коленвалы – вытаскиваются ли при этом заглушки? В приличных сервисах работают на сборочном стенде, а не “разделывают” моторы на простом верстаке. Набор имеющихся инструментов также позволит оценить уровень квалификации. Если в наличии нет даже динамометрического ключа – забудьте дорогу в такую мастерскую.



